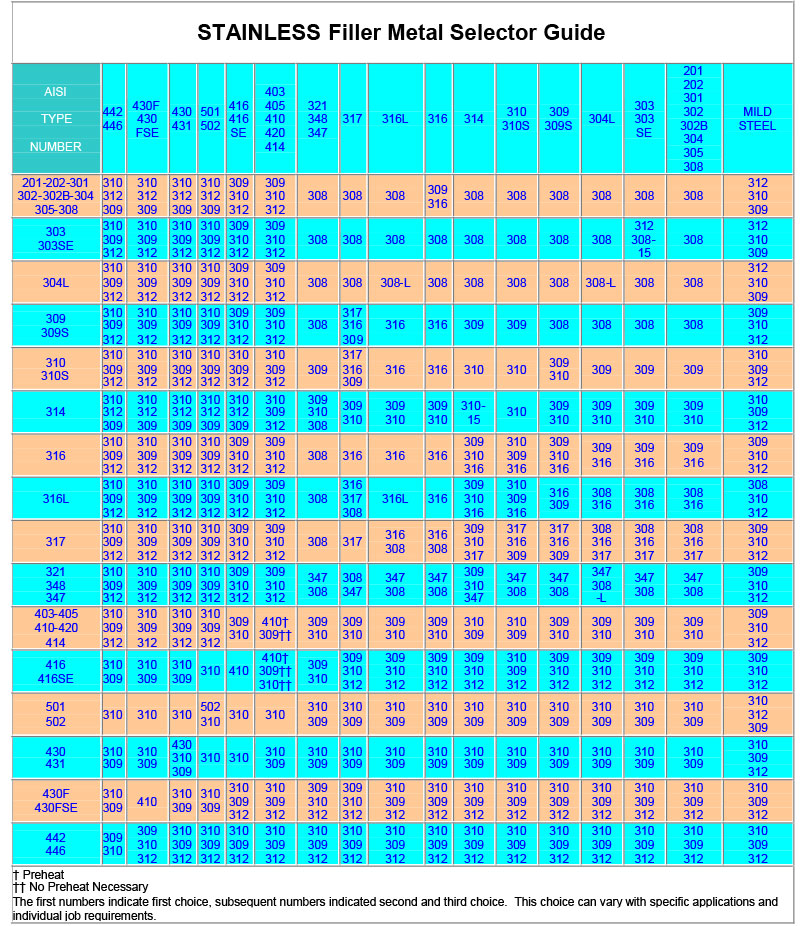
راهنماي انتخاب الکترود مناسب براي انوع فولادهاي ضد زنگ
الکترود E 209
ترکیب شیمیایی وزنی فلز جوش حاصل از این الکترود عبارت است از: 22درصد کرم,11درصد نیکل,2%مولیبدن,.2% نیتروژن . این الکترود اغلب برای جوشکاری فولاد AISI 209(NNS S20910) کاربرد دارد .فلز جوش حاصل بطور معمول یک فولاد زنگ نزن آستنیتی مستحکم نیتروژن دار با استحکام بالا چقرمگی خوب به ویزه در درجه حرارت های بالا خواهد بود . وجود آلیاژ محتوی نیتروژن خطر بوجود آمدن کاربید های بین دانه ای را که در اثر افزایش کربن پدید می آیند را کاهش می دهد،که به نوبه خود از احتمال ایجاد خوردگی های بین دانه ای می کاهد . وجود نیتروژن در کنار مولیبدن در این نوع الکترود ها جوش مقاوم در برابر حفره دار شدن و خوردگی های احتمالی در سرویس کاری را پدید می آورد .این الکترود ها همچنین برای جوشکاری فلزات غیر متشابه مثلا" فولاد زنگ نزن به فولاد کربنی ویا برای روکش دادن فولادهای کربنی به منظور جلوگیری از خوردگی کاربرد مناسبی ارائه می نمایند.
الکترود E 219
ترکیب شیمیایی وزنی فلز جوش حاصل از این الکترود عبارت است از: 22درصد کرم,11درصد نیکل,2%مولیبدن,.2% نیتروژن . این الکترود اغلب برای جوشکاری فولاد AISI 209(NNS S20910) کاربرد دارد .فلز جوش حاصل بطور معمول یک فولاد زنگ نزن آستنیتی مستحکم نیتروژن دار با استحکام بالا چقرمگی خوب به ویزه در درجه حرارت های بالا خواهد بود . وجود آلیاژ محتوی نیتروژن خطر بوجود آمدن کاربید های بین دانه ای را که در اثر افزایش کربن پدید می آیند را کاهش می دهد،که به نوبه خود از احتمال ایجاد خوردگی های بین دانه ای می کاهد . وجود نیتروژن در کنار مولیبدن در این نوع الکترود ها جوش مقاوم در برابر حفره دار شدن و خوردگی های احتمالی در سرویس کاری را پدید می آورد .این الکترود ها همچنین برای جوشکاری فلزات غیر متشابه مثلا" فولاد زنگ نزن به فولاد کربنی ویا برای روکش دادن فولادهای کربنی به منظور جلوگیری از خوردگی کاربرد مناسبی ارائه می نمایند.
الکترود E 219
این الکترود برای مصرف جوشکاری روی فولادهای AISI219 با UNS S211900 بسیار مناسب می باشد . فلز جوش حاصل بطور معمول یک فولاد زنگ نزن آستنیتی مستحکم نیتروژن دار با استحکام بالاو چقرمگی خوب به ویزه در درجه حرارت های بالا خواهد بود. تمامی موارد ذکر شده در الکترود E 209 برای این الکترود نیز صادق است.
الکترود E 240
الکترود E 240
این الکترود برای جوشکاری فولادهای AISI 240,241 مناسب است. . فلز جوش حاصل بطور معمول یک فولاد زنگ نزن استحکام بالا نیتروژن دار با استحکام بالا چقرمگی خوب به ویژه در درجه حرارت های بالا خواهد بود.علاوه بر آن مقاومت به سایش مناسب از مهمترین خواص جوش حاصل از این الکترود بوده ، وسایر خواص آن بسیار شبیه موارد ی است که برای الکترود E209 ذکر شد. همچنین مقاومت به خوردگی آن به ویژه در سرویس کاری به مراتب از الکترود E304 بیشتر بوده در برابر SCCدر محیط های خورنده با درجه حرارت های بالا مقاومت خوبی از خود نشان می دهد .
الکترود E 307
الکترود E 307
این الکترود در حقیقت مناسبترین الکترود برای جوشکاری فلزات غیر متشابه به یکدیگر می باشد . بویژه برا ی جوشکاری فولادهای آستنیتی منگنز بالا به فولادهای کربنی آهنگری یا ریختگی انتخاب مناسبی به شمار می آید . استحکام بالا ومقاومت در برابر بروز ترک ، از خواص دیگر این الکترود هاست.
الکترود E 308
الکترود E 308
این الکترود برای جوشکاری فولادهای AISI:301,302,304,305 مناسب تشخیص داده شده است .
الکترود E 308H
ترکیب شیمایی این الکترود مشابه E 308بوده وفقط در مقدار کربن موجود ترکیب جوش حاصل از آن کمی بیشتر از E308 است .مقدار کربن در حدود 0.08 - 0.04 % علاوه بر افزایش استحکام ، مقاومت در برابر خزش (creep) به ویژه در درجه حرارت های بالا را تا حدودی زیاد ارتقاء می بخشد . این الکترود بیشتر برای جوشکاری فولادهای AISI:304H کاربرد دارد.
الکترود E 308 L
ترکیب شیمایی این الکترود مشابه E 308بوده وفقط در مقدار کربن موجود ترکیب جوش حاصل از آن کمتر از E308 است و حداکثر به 0.04% می رسد . به این ترتیب خطر تشکیل کاربیده و رسوب آنها در مرز دانه ها ودر نتیجه احتمال بروز خوردگی های بین دانه ای وترکهای ناشی از آن به حداقل می رسد .همچنین وجود عناصر پایدار کننده کاربید مثل نیوبیوم (Nb)یا تیتانیوم نیز در افزایش مقاومت به خوردگی جوش حاصل تاثیر به سزایی دارد .
الکترود E 308 MO
ترکیب شیمایی این الکترود مشابه E 308بوده وفقط در مقدار مولیبدن آن کمی بیشتر از E308 است و حداکثر به 0.04% می رسد . این الکترود برای اولین بار دراستاندارد ASTM CF8Mبرای جوشکاری فولادها ی زنگ نزن ریختگی در طبقه بندی قرار گرفت. این الکترود را می توان برای جوشکاری فولادهای محتوی کرم ، نیکل ، مولیبدن ویا فولاد AISI 316 نیز بکار می رود .
الکترود E 309 MOL
این الکترود در استاندارد ASTM CF3M برای جوشکاری فولادهای ریختگی مذکور که محتوی کرم،نیکل، مولیبدن هستند، توصیه می شود . این الکترود همچنین قابلیت استفاده با فولادهای زنگ نزن E 316L را نیز دارد.
الکترود E 309
الکترود E 308H
ترکیب شیمایی این الکترود مشابه E 308بوده وفقط در مقدار کربن موجود ترکیب جوش حاصل از آن کمی بیشتر از E308 است .مقدار کربن در حدود 0.08 - 0.04 % علاوه بر افزایش استحکام ، مقاومت در برابر خزش (creep) به ویژه در درجه حرارت های بالا را تا حدودی زیاد ارتقاء می بخشد . این الکترود بیشتر برای جوشکاری فولادهای AISI:304H کاربرد دارد.
الکترود E 308 L
ترکیب شیمایی این الکترود مشابه E 308بوده وفقط در مقدار کربن موجود ترکیب جوش حاصل از آن کمتر از E308 است و حداکثر به 0.04% می رسد . به این ترتیب خطر تشکیل کاربیده و رسوب آنها در مرز دانه ها ودر نتیجه احتمال بروز خوردگی های بین دانه ای وترکهای ناشی از آن به حداقل می رسد .همچنین وجود عناصر پایدار کننده کاربید مثل نیوبیوم (Nb)یا تیتانیوم نیز در افزایش مقاومت به خوردگی جوش حاصل تاثیر به سزایی دارد .
الکترود E 308 MO
ترکیب شیمایی این الکترود مشابه E 308بوده وفقط در مقدار مولیبدن آن کمی بیشتر از E308 است و حداکثر به 0.04% می رسد . این الکترود برای اولین بار دراستاندارد ASTM CF8Mبرای جوشکاری فولادها ی زنگ نزن ریختگی در طبقه بندی قرار گرفت. این الکترود را می توان برای جوشکاری فولادهای محتوی کرم ، نیکل ، مولیبدن ویا فولاد AISI 316 نیز بکار می رود .
الکترود E 309 MOL
این الکترود در استاندارد ASTM CF3M برای جوشکاری فولادهای ریختگی مذکور که محتوی کرم،نیکل، مولیبدن هستند، توصیه می شود . این الکترود همچنین قابلیت استفاده با فولادهای زنگ نزن E 316L را نیز دارد.
الکترود E 309
که برای جوشکاری فولادهای مشابه و غیر مشابه به هر دو صورت ریختگی و آهنگری شده کاربرد دارند مثل جوشکاری فولاد AISI 304 به فولاد کربنی .
الکترود E 309L
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط در مقدار کربن آن کمتر از 0.04% است . از این رو احتمال تشکیل کاربید های خطرناک راسب در مرز دانه ها به حداقل رسیده ومقاومت به خوردگی آن به ویژه در مقابل SCC تا حدود زیادی افزایش پیدا می کند ، بدون آنکه نیاز ی به نیوبیوم یا تیتانیوم ، برای پایدار سازی کاربید وجود داشته باشد .
این الکترود ها را برای جوشکاری فولادهای مقاوم در برابر خوردگی و حرارت به ویژه AISI 309 کاربرد دارد .
الکترود E 309 CB
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط مقادیر ی چند صدم درصد نیوبیوم ،جهت پایدار سازی کاربید وافزایش مقاومت در برابر خوردگی های بین دانه ای به آن افزوده شده است . از این الکترود ،برای جوشکاری انواع فولادهای مقاومت در برابر خوردگی وحرارت، به ویژه فولاد AISI 347و نیز جوشکاری آن به فولاد های کربنی و لایه دهی روی فولادهای کربنی استفاده می شود .
الکترود E 309 MO
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط افزایش مقادیری مولیبدن وکاهش کربن ،آن را برا ی جوشکاری فولاد های AISI 316 ونیز لایه دهی روی فولادهای کربنی نموده است.
الکترود E 309 MO L
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط مقدار مولیبدن آن بیشتر ، و مقدار کربن آن تاحدود زیادی کمتر است وبه همین دلیل خطر بروز خوردگی بین دانه ای به حداقل می رساند.
الکترود E 310
الکترود E 309L
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط در مقدار کربن آن کمتر از 0.04% است . از این رو احتمال تشکیل کاربید های خطرناک راسب در مرز دانه ها به حداقل رسیده ومقاومت به خوردگی آن به ویژه در مقابل SCC تا حدود زیادی افزایش پیدا می کند ، بدون آنکه نیاز ی به نیوبیوم یا تیتانیوم ، برای پایدار سازی کاربید وجود داشته باشد .
این الکترود ها را برای جوشکاری فولادهای مقاوم در برابر خوردگی و حرارت به ویژه AISI 309 کاربرد دارد .
الکترود E 309 CB
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط مقادیر ی چند صدم درصد نیوبیوم ،جهت پایدار سازی کاربید وافزایش مقاومت در برابر خوردگی های بین دانه ای به آن افزوده شده است . از این الکترود ،برای جوشکاری انواع فولادهای مقاومت در برابر خوردگی وحرارت، به ویژه فولاد AISI 347و نیز جوشکاری آن به فولاد های کربنی و لایه دهی روی فولادهای کربنی استفاده می شود .
الکترود E 309 MO
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط افزایش مقادیری مولیبدن وکاهش کربن ،آن را برا ی جوشکاری فولاد های AISI 316 ونیز لایه دهی روی فولادهای کربنی نموده است.
الکترود E 309 MO L
ترکیب شیمایی این الکترود مشابه E 309بوده وفقط مقدار مولیبدن آن بیشتر ، و مقدار کربن آن تاحدود زیادی کمتر است وبه همین دلیل خطر بروز خوردگی بین دانه ای به حداقل می رساند.
الکترود E 310
که برای جوشکاری فولادهایی با ترکیب شیمیایی مشابه کاربرد دارد .
الکترود E 310H
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار کربن آن حدود 0.35- 0.45 درصد می باشد (افزایش پیدا کرده ) ، این الکترود ها اغلب برای جوشکاری های تعمیراتی فولادهای مقاوم در برابر خوردگی وحرارت با ترکیب شیمیایی مشابه به هر دو صورت ریختگی ،آهنگری کاربرد دارد . این آلیاژ، استحکام بالایی در جه حرارت های بالا تر از 930 درجه سانتی گراد ازخود نشان می دهد اما برای محیط های محتوی سولفور بالا ودر برابر شوک های حرارتی مناسب نیست . قرار گرفتن جوش حاصل از این الکترود ، برای مدت طولانی در محدوده حرارتی 870-760 سانتی گراد می تواند با تشکیل فلز سیکما و کاربید های ثانویه ، سبب کاهش خوردگی و انعطاف پذیری گردد.
الکترود E 310 Cb
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط برای پایدار سازی کاربید ها ، در ترکیب خود مقادیر ی نیوبیوم دارد . این الکترود ها برای جوشکاری فولادهای ریختگی مقاوم در بر ابر حرارت مثل AISI 347 ونیز لایه دهی روی فولاد های کربنی کاربرد دارند.
الکترودMO E310
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار مولیبدن در ترکیب آن وجود دارد این الکترود برا ی جوشکاری فولادهای ریختگی مقاوم در برابر حرارت مثل AISI 316 یا لایه دهی روی فولادهای کربنی کاربرد دارد .
الکترود E 312
الکترود E 310H
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار کربن آن حدود 0.35- 0.45 درصد می باشد (افزایش پیدا کرده ) ، این الکترود ها اغلب برای جوشکاری های تعمیراتی فولادهای مقاوم در برابر خوردگی وحرارت با ترکیب شیمیایی مشابه به هر دو صورت ریختگی ،آهنگری کاربرد دارد . این آلیاژ، استحکام بالایی در جه حرارت های بالا تر از 930 درجه سانتی گراد ازخود نشان می دهد اما برای محیط های محتوی سولفور بالا ودر برابر شوک های حرارتی مناسب نیست . قرار گرفتن جوش حاصل از این الکترود ، برای مدت طولانی در محدوده حرارتی 870-760 سانتی گراد می تواند با تشکیل فلز سیکما و کاربید های ثانویه ، سبب کاهش خوردگی و انعطاف پذیری گردد.
الکترود E 310 Cb
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط برای پایدار سازی کاربید ها ، در ترکیب خود مقادیر ی نیوبیوم دارد . این الکترود ها برای جوشکاری فولادهای ریختگی مقاوم در بر ابر حرارت مثل AISI 347 ونیز لایه دهی روی فولاد های کربنی کاربرد دارند.
الکترودMO E310
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار مولیبدن در ترکیب آن وجود دارد این الکترود برا ی جوشکاری فولادهای ریختگی مقاوم در برابر حرارت مثل AISI 316 یا لایه دهی روی فولادهای کربنی کاربرد دارد .
الکترود E 312
که بطور کلی برای جوشکاری آلیاژهای ریختگی با ترکیب شیمیایی مشابه طراحی وساخته شده اند . با این وجود برای جوشکاری فلزات غیر متشابه نیز ، به ویژه آنکه، یکی از آنها فولاد زنگ نزن با نیکل بالا باشد کاربرد دارد . جوش حاصل از این الکترود ، اغلب یک ساختار دو فاز ی، شامل فریت در یک زمینه آستنیتی را بدست می اورد حتی در صورت وجود عناصر استنیت زایی مثل نیکل ، ساختار میکروسکوپی حاصل دو فاز و شامل مقادیری فریت خواهد بود ، به همین دلیل در برابر ترکها در هنگام وپس از جوشکاری ، از مقاومت بالایی برخوردار است .
به دلیل ایجاد فاز ترد وشکننده مارتنزیت ، امکان استفاده از آن در سرویس های کاری زیر 420 درجه سانتی گراد با مشکل مواجه است ، که این به نوبه خود ، از محدودیت های استفاده از این الکترود است .
الکترودE 316
به دلیل ایجاد فاز ترد وشکننده مارتنزیت ، امکان استفاده از آن در سرویس های کاری زیر 420 درجه سانتی گراد با مشکل مواجه است ، که این به نوبه خود ، از محدودیت های استفاده از این الکترود است .
الکترودE 316
این الکترود برای جوشکاری فولادهای زنگ نزن سری AISI 316 و فولادهای مشابه بکار می رود . این الکترود همچنین برای جوشکاری فولادهایی که در درجه حرارت های بالا کار می کنند استفاده می شود . وجود 2.5 % مولیبدن در ترکیب فلز جوش حاصل ، ضمن افزایش مقاومت در برابر حرارت ، مقاومت به خزش آن را نیز تا حد قابل توجهی افزایش می دهد . عوامل زیر سبب بروز خوردگی های سریع در فلزات جوش حاصل از الکترود E316 می گردد:
· حضور فاز فریت بطور مداوم یا نیمه مداوم در ساختار میکروسکپی
· اگر نسبت مقدار کرم به مولیبدن موجود در فلز جوش کمتر از 8.2به 1 باشد
· غوطه ور بودن فلز جوش در یک محیط خورنده شدید.
الکترود E 316H
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار کربن آن بیشتر است . مقدار کربن در این الکترود اغلب 0.04تا 0.08 درصد گزارش شده ، پس دارای استحکام کششی ومقاومت خزشی بالاتری به ویژه در درجه حرارت های بالا میباشد . این الکترود ها بطور معمول برای جوشکاری فولادهای سری AISI 316 Hبکار می رود .
الکترود E 316L
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار کربن آن کمتر و حداکثر 0.04درصد است . به همین دلیل ، خطر بروز خوردگی مرز دانه ای وبین دانه ای ، به دلیل کاهش مقدار کاربید ها به حداقل میرسد. این الکترود نسبت به الکترود E316Hمقاومت کمتری در برابر حرارت از خود نشان می دهد .
الکترود E317
ترکیب شیمیایی جوش حاصل از این الکترود ، نزدیک به جوش حاصل از الکترود E316 است و فقط مقدار مولیبدن آن کمی بیشتر است . این الکترود ، اغلب برای جوشکاری آلیاژهای با ترکیب مشابه کاربرد دارد واز مقاومت به خوردگی بسیار بالایی به ویژه در محیط های خورنده هالوژنه برخورد دار است .
الکترود E 317L
ترکیب شیمیایی این الکترود ، بسیار شبیه ترکیب شیمیایی جوش حاصل از الکترود E317 می باشد .با این تفاوت که مقدار کربن آن کمتر وحداکثر 0.04 % است . به همین دلیل ، تمامی خواصی را که برای الکترود E316 برشمرده شده را در بر می گیرد .
الکترود E 318
ترکیب شیمیایی فلز جوش این الکترود شبیه ترکیب شیمیایی جوش حاصل از الکترود E316 می باشد که فقط مقادیری نیوبیوم به آن اضافه شده است . نیوبیوم با پایداری کاربیدها از بروز خوردگی بین دانه ای جلوگیری می کند . این الکترود برای جوشکاری فلزات با ترکیبات مشابه کاربرد دارد .
الکترود E 320
· حضور فاز فریت بطور مداوم یا نیمه مداوم در ساختار میکروسکپی
· اگر نسبت مقدار کرم به مولیبدن موجود در فلز جوش کمتر از 8.2به 1 باشد
· غوطه ور بودن فلز جوش در یک محیط خورنده شدید.
الکترود E 316H
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار کربن آن بیشتر است . مقدار کربن در این الکترود اغلب 0.04تا 0.08 درصد گزارش شده ، پس دارای استحکام کششی ومقاومت خزشی بالاتری به ویژه در درجه حرارت های بالا میباشد . این الکترود ها بطور معمول برای جوشکاری فولادهای سری AISI 316 Hبکار می رود .
الکترود E 316L
ترکیب شیمیایی آن مشابه الکترود E310 بوده و فقط مقدار کربن آن کمتر و حداکثر 0.04درصد است . به همین دلیل ، خطر بروز خوردگی مرز دانه ای وبین دانه ای ، به دلیل کاهش مقدار کاربید ها به حداقل میرسد. این الکترود نسبت به الکترود E316Hمقاومت کمتری در برابر حرارت از خود نشان می دهد .
الکترود E317
ترکیب شیمیایی جوش حاصل از این الکترود ، نزدیک به جوش حاصل از الکترود E316 است و فقط مقدار مولیبدن آن کمی بیشتر است . این الکترود ، اغلب برای جوشکاری آلیاژهای با ترکیب مشابه کاربرد دارد واز مقاومت به خوردگی بسیار بالایی به ویژه در محیط های خورنده هالوژنه برخورد دار است .
الکترود E 317L
ترکیب شیمیایی این الکترود ، بسیار شبیه ترکیب شیمیایی جوش حاصل از الکترود E317 می باشد .با این تفاوت که مقدار کربن آن کمتر وحداکثر 0.04 % است . به همین دلیل ، تمامی خواصی را که برای الکترود E316 برشمرده شده را در بر می گیرد .
الکترود E 318
ترکیب شیمیایی فلز جوش این الکترود شبیه ترکیب شیمیایی جوش حاصل از الکترود E316 می باشد که فقط مقادیری نیوبیوم به آن اضافه شده است . نیوبیوم با پایداری کاربیدها از بروز خوردگی بین دانه ای جلوگیری می کند . این الکترود برای جوشکاری فلزات با ترکیبات مشابه کاربرد دارد .
الکترود E 320
و مقادیر ی نیوبیوم برای افزایش مقاومت خوردگی ها ی بین دانه ای می باشد . این الکترود ها به طور معمول برای جوشکاری فولادهای مقاوم به خوردگی با ترکیب شیمیایی مشابه ، به ویژه فولادهای مقاوم در برابر خوردگی اسید سولفوریک ، به هر دوصورت ریختگی و آهنگری شده و بدون نیاز به عملیات حرارتی پسگرمایی کاربرد دارند.
نوع دیگری از الکترود های E320 نیز توسط سازندگانی ساخته می شود که ترکیب خود ، دارای عنصر نیوبیوم نبوده وبنابرابن پس از اتمام جوشکاری ، به عملیات حرارتی پس گرمایی آنیل محلولی نیاز دارد .
الکترود E 320LR
ترکیب شیمیایی فلز جوش این الکترود شبیه ترکیب شیمیایی جوش حاصل از الکترود E320 می باشد با این تفاوت که مقادیر عناصر ی مثل کربن، سیلسیم، فسفر، گوگرد ، در آن به حداقل رسانده شده و محدوده حداقل تا حداکثر عناصر منگنز ونیوبیوم نیز ، نازکتر شده است . قرار گرفتن R در انتهای نامگذاری این الکترود به معنای "کم رسوب" (low residuals) بوده وسبب کاهش احتمالی بروز ترک و شکاف در فلز جوش و افزایش مقاومت خوردگی فولاد جوش کاملا"آستنیتی می گردد . تنها اشکال استفاده از این الکترود ، استحکام کششی پایین آن می باشد که نسبت به الکترود e320 قابل توجه می باشد .
الکترود E330
نوع دیگری از الکترود های E320 نیز توسط سازندگانی ساخته می شود که ترکیب خود ، دارای عنصر نیوبیوم نبوده وبنابرابن پس از اتمام جوشکاری ، به عملیات حرارتی پس گرمایی آنیل محلولی نیاز دارد .
الکترود E 320LR
ترکیب شیمیایی فلز جوش این الکترود شبیه ترکیب شیمیایی جوش حاصل از الکترود E320 می باشد با این تفاوت که مقادیر عناصر ی مثل کربن، سیلسیم، فسفر، گوگرد ، در آن به حداقل رسانده شده و محدوده حداقل تا حداکثر عناصر منگنز ونیوبیوم نیز ، نازکتر شده است . قرار گرفتن R در انتهای نامگذاری این الکترود به معنای "کم رسوب" (low residuals) بوده وسبب کاهش احتمالی بروز ترک و شکاف در فلز جوش و افزایش مقاومت خوردگی فولاد جوش کاملا"آستنیتی می گردد . تنها اشکال استفاده از این الکترود ، استحکام کششی پایین آن می باشد که نسبت به الکترود e320 قابل توجه می باشد .
الکترود E330
این الکترود بطور معمول ، برای جوشکاری تعمیراتی قطعات ریختگی یا آهنگری شده با ترکیب مشابه در سرویس های کاری با حرارت بالاتر از 980 درجه سانتی گراد و وجود محیطی خورنده با مقدار سولفور بالا کار می نمایند ، استفاده می شود .
الکترود E 330 H
ترکیب شیمیایی فلز جوش این الکترود شبیه ترکیب شیمیایی جوش حاصل از الکترود E330 می باشد ؛ محدوده مقدار کربن آن بین 0.35 تا0.45 در صد تغییر می کند . این الکترود ها برای جوشکاری های به ویژه تعمیراتی ، انواع فولادهای مقاوم در برابر حرارت وخوردگی ، به هر دو صورت ریختگی یا آهنگری با ترکیب شیمیایی مشابه کاربرد دارد. این ترکیب شیمیایی ، توانایی سرویس دهی در محیط های اکسیدی تا درجه حرارت 1120 سانتی گراد ومحیط های احیایی تا 1100 درجه سانتی گراد را دارا است .
الکترود E 347
الکترود E 330 H
ترکیب شیمیایی فلز جوش این الکترود شبیه ترکیب شیمیایی جوش حاصل از الکترود E330 می باشد ؛ محدوده مقدار کربن آن بین 0.35 تا0.45 در صد تغییر می کند . این الکترود ها برای جوشکاری های به ویژه تعمیراتی ، انواع فولادهای مقاوم در برابر حرارت وخوردگی ، به هر دو صورت ریختگی یا آهنگری با ترکیب شیمیایی مشابه کاربرد دارد. این ترکیب شیمیایی ، توانایی سرویس دهی در محیط های اکسیدی تا درجه حرارت 1120 سانتی گراد ومحیط های احیایی تا 1100 درجه سانتی گراد را دارا است .
الکترود E 347
و مقادیر ی نیوبیوم به علاوه تانتالیم به عنوان پایدار کننده .
وجود هر دو عنصر پایدار کننده ، امکان تشکیل کارباید ها بین دانه ای رسوب شده ودر نتیجه آن بروز خوردگی های بین دانه ای را کاهش می دهد . این الکترود اغلب برای جوشکاری آلیاژهای کرم - نیکل دار پایدار شده یا نیوبیوم یا تیتانیوم بکار می رود . اما نوع تیتانیوم دار بطور معمول کاربرد صنعتی و عمومی ندارد زیرا تیتانیوم در جوشکاری SMAW به سختی از قوس الکتریکی عبور کرده و وارد حوضچه جوش می شود . به همین دلیل ، سازندگان الکترود E347 ، اغلب از تانتالیم درکنار نیوبیوم استفاده می کنند . نکته قابل توجه در استفاده این الکترود ها، کنترل در صد فریت موجود در ساختار در کنار آستنیت است که باید در حداقل ممکن کنترل شود تا از بروز ترکها به ویژ ه در سرویس های کاری درجه بالا جلوگیری به عمل آید .
الکترود E 349
وجود هر دو عنصر پایدار کننده ، امکان تشکیل کارباید ها بین دانه ای رسوب شده ودر نتیجه آن بروز خوردگی های بین دانه ای را کاهش می دهد . این الکترود اغلب برای جوشکاری آلیاژهای کرم - نیکل دار پایدار شده یا نیوبیوم یا تیتانیوم بکار می رود . اما نوع تیتانیوم دار بطور معمول کاربرد صنعتی و عمومی ندارد زیرا تیتانیوم در جوشکاری SMAW به سختی از قوس الکتریکی عبور کرده و وارد حوضچه جوش می شود . به همین دلیل ، سازندگان الکترود E347 ، اغلب از تانتالیم درکنار نیوبیوم استفاده می کنند . نکته قابل توجه در استفاده این الکترود ها، کنترل در صد فریت موجود در ساختار در کنار آستنیت است که باید در حداقل ممکن کنترل شود تا از بروز ترکها به ویژ ه در سرویس های کاری درجه بالا جلوگیری به عمل آید .
الکترود E 349
این الکترود اغلب برای جوشکاری فولادهایی با ترکیب شیمیایی مشابه به ویژه فولادهای AISI 651,652 بکار می رود . ترکیب عناصر آلیاژی گفته شده ، استحکام بسیار بالایی به ویژه در جه حرارت های بالا همراه درصد قابل قبولی فریت را بدست می دهد.
الکترود E 385
الکترود E 385
این الکترود برای جوشکاری فولادهای زنگ نزن با ترکیبات مشابه مناسب کار در محیطهای خورنده اسید سولفوریکی واسید فسفریکی کاربرد دارد.
عناصر آلیاژی مانند کربن ، سلیسیم ، فسفر، گوگرد موجود دراین الکترود ها ، در محدود ه حداقل قرار دارد واز این رو خطر بروز ترکها وشکافها داغ و خوردگی های بین دانه ای در ان ها کاهش یافته است و دارای ساختار آستنیتی هستند.
الکترود E385
عناصر آلیاژی مانند کربن ، سلیسیم ، فسفر، گوگرد موجود دراین الکترود ها ، در محدود ه حداقل قرار دارد واز این رو خطر بروز ترکها وشکافها داغ و خوردگی های بین دانه ای در ان ها کاهش یافته است و دارای ساختار آستنیتی هستند.
الکترود E385
این الکترود ها برای جوشکاری فولادهای 904L که در محیط های خورنده محتوی اسید سولفوریک یا ترکیبات کلریدی سرویس می دهند ،کاربرد دارند .
این الکترود همچنین بر ای اتصال دادن آلیاژهای 317Lو همچنین جوشکاری فولادهای غیر متشابه زنگ نزن به فولاد 904L نیز به کار می رود. به حداقل رساندن مقدار عناصر آلیاژی مانند کربن ، سلیسیم، فسفرو گوگرد ، احتمال بروز ترک یا شکاف های ناشی از خوردگی های بین دانه ای را در جوش ها به حداقل می رساند.
الکترود E 410
فلز جوش بدست آمده از این الکترود دارای 12% کرم در ترکیب خود بوده ویک فولاد هوا سخت شونده را تشکیل می دهد، بنابراین این الکترود ، همواره به عملیات حرارتی پیش گرمایی و پس گرمایی نیاز دارد . بطور معمول برای جوشکاری انواع فولادهای زنگ نزن با ترکیب مشابه ولایه دهی به منظور سختکاری سطحی فولادهای کربنی و افزایش در برابر خوردگی ، سایش یا فرسایش آنها بکار می رود .
الکترود E 410 NI MO
این الکترود برای جوشکاری آلیاژهای ریختگی ASTM CA6NM یا فلزات مشابه آنها به سایر فلزات از جمله آلیاژهای زنگ نزن 450،410،410S کاربرد فراوانی دارد وفلز جوش حاصل از این الکترود ها ، اغلب دارای کرم کمتر ونیکل بیشتر می باشد . وجود ساختار فریتی این فلز جوش ، عملیات حرارتی پسگرمایی در دمای کمتر از 620 درجه سانتی گراد را ضروری می سازد . درجه حرارت بالاتر احتمال سخت شدن مجدد وبیشتر را (بدلیل ایجاد ساختار میکروسکوپی مارتنزیتی و خارج شدن از وضعیت تمپر شده) افزایش می دهد.
الکترود E430
فلز جوش بدست آمده ناشی از استفاده این الکترود ، اغلب در ساختار خود دارای 15 تا 18 درصد کرم بوده واز مقاومت به خوردگی بالایی برخوردار است . برای جوشکاری ، به پیش گرم کردن نیاز بوده وبا عملیات حراتی پسگرمایی ، می توان بسیاری از خواص مکانیکی از دست دست رفته را باز یافت.
الکترود E 502
ترکیب شیمیای فلز جوش حاصل از جوشکاری این الکترود ، به طور معمول عبارت است از 5% کرم ،0.5% مولیبدن . این الکترود ها برای جوشکاری فلزات با ترکیب شیمیایی مشابه کاربرد دارد . آلیاژ حاصل ، یک ترکیب هوا سخت به حساب آمده و برای جوشکاری به پیش گرمایی و پس گرمایی نیاز است.
الکترود E505
ترکیب شیمیایی فلز جوش حاصل از جوشکاری با این الکترود عبارت است از :9%کرم، 1% مولیبدن . کلیه موارد ی که در تشریح الکترود E 502 ذکر شد در خصوص این الکترود نیز صادق است .
الکترود E630
این الکترود همچنین بر ای اتصال دادن آلیاژهای 317Lو همچنین جوشکاری فولادهای غیر متشابه زنگ نزن به فولاد 904L نیز به کار می رود. به حداقل رساندن مقدار عناصر آلیاژی مانند کربن ، سلیسیم، فسفرو گوگرد ، احتمال بروز ترک یا شکاف های ناشی از خوردگی های بین دانه ای را در جوش ها به حداقل می رساند.
الکترود E 410
فلز جوش بدست آمده از این الکترود دارای 12% کرم در ترکیب خود بوده ویک فولاد هوا سخت شونده را تشکیل می دهد، بنابراین این الکترود ، همواره به عملیات حرارتی پیش گرمایی و پس گرمایی نیاز دارد . بطور معمول برای جوشکاری انواع فولادهای زنگ نزن با ترکیب مشابه ولایه دهی به منظور سختکاری سطحی فولادهای کربنی و افزایش در برابر خوردگی ، سایش یا فرسایش آنها بکار می رود .
الکترود E 410 NI MO
این الکترود برای جوشکاری آلیاژهای ریختگی ASTM CA6NM یا فلزات مشابه آنها به سایر فلزات از جمله آلیاژهای زنگ نزن 450،410،410S کاربرد فراوانی دارد وفلز جوش حاصل از این الکترود ها ، اغلب دارای کرم کمتر ونیکل بیشتر می باشد . وجود ساختار فریتی این فلز جوش ، عملیات حرارتی پسگرمایی در دمای کمتر از 620 درجه سانتی گراد را ضروری می سازد . درجه حرارت بالاتر احتمال سخت شدن مجدد وبیشتر را (بدلیل ایجاد ساختار میکروسکوپی مارتنزیتی و خارج شدن از وضعیت تمپر شده) افزایش می دهد.
الکترود E430
فلز جوش بدست آمده ناشی از استفاده این الکترود ، اغلب در ساختار خود دارای 15 تا 18 درصد کرم بوده واز مقاومت به خوردگی بالایی برخوردار است . برای جوشکاری ، به پیش گرم کردن نیاز بوده وبا عملیات حراتی پسگرمایی ، می توان بسیاری از خواص مکانیکی از دست دست رفته را باز یافت.
الکترود E 502
ترکیب شیمیای فلز جوش حاصل از جوشکاری این الکترود ، به طور معمول عبارت است از 5% کرم ،0.5% مولیبدن . این الکترود ها برای جوشکاری فلزات با ترکیب شیمیایی مشابه کاربرد دارد . آلیاژ حاصل ، یک ترکیب هوا سخت به حساب آمده و برای جوشکاری به پیش گرمایی و پس گرمایی نیاز است.
الکترود E505
ترکیب شیمیایی فلز جوش حاصل از جوشکاری با این الکترود عبارت است از :9%کرم، 1% مولیبدن . کلیه موارد ی که در تشریح الکترود E 502 ذکر شد در خصوص این الکترود نیز صادق است .
الکترود E630
این الکترود ، نخستین بار برای جوشکاری فولادهای ASTM: A564,A630 وبرخی فولادهای زنگ نزن طراحی شد .
ساختار کریستالی جوش حاصل ، اغلب شامل فاز فریت موجود در یک زمینه مارتنزیتی است و بنابراین قبل از جوشکاری وبعد از آن به عملیات حرارتی نیاز دارد.
الکترود E 16- 8-2
ساختار کریستالی جوش حاصل ، اغلب شامل فاز فریت موجود در یک زمینه مارتنزیتی است و بنابراین قبل از جوشکاری وبعد از آن به عملیات حرارتی نیاز دارد.
الکترود E 16- 8-2
این الکترود نخستین بار برای جوشکاری فولاد های 16-8-2، 316،347به صورت لوله واتصالات مورد استفاده در سیستم های لوله کشی تحت فشار وحرارت های بالا طراحی وبکار گرفته شد .
عدد فریت فلز جوش رسوب شده از این الکترود ، بیش از 5FN بوده که در نتیجه آن دارای انعطاف پذیری بالا ومقاومت در برابر ترکها می باشد .فلز جوش در هر دو صورت بدون عنلیات حرارتی یا تحت عملیات حرارتی بعدی قابل استفاده است .
الکترود E7CR
جوش حاصل از این الکترود اغلب دارای 7% کرم و 0.5% مولیبدن در ترکیب شیمیایی خود بوده وبرای اولین بار بر ای جوشکاری فولاد هایی با ترکیب مشابه طراحی شده است برای جوشکاری با این الکترود به عملیات حرارتی پس گرمایی وپیش گرمایی نیاز دارد .
الکترود E 2209
عدد فریت فلز جوش رسوب شده از این الکترود ، بیش از 5FN بوده که در نتیجه آن دارای انعطاف پذیری بالا ومقاومت در برابر ترکها می باشد .فلز جوش در هر دو صورت بدون عنلیات حرارتی یا تحت عملیات حرارتی بعدی قابل استفاده است .
الکترود E7CR
جوش حاصل از این الکترود اغلب دارای 7% کرم و 0.5% مولیبدن در ترکیب شیمیایی خود بوده وبرای اولین بار بر ای جوشکاری فولاد هایی با ترکیب مشابه طراحی شده است برای جوشکاری با این الکترود به عملیات حرارتی پس گرمایی وپیش گرمایی نیاز دارد .
الکترود E 2209
این الکترود نخستین بار برای جوشکاری فولادهای زنگ نزن دو فاز (duplex) محتوی 22% کرم طراحی شد. ساختار کریستالی جوش حاصل نیز نیز دو فاز بوده ومحتوی یک ترکیب فازی فریتی استنیتی است ؛ بنابراین از استحکام کششی بالا ومقاومت به خوردگی ونیز ترک های ناشی از scc خوبی بر خوردار است.
الکترود E 2553
الکترود E 2553
این الکترود برای فولادهای دوفازی محتوی 25% کرم مورد استفاده قرار می گیرد . وکلیه موارد ذکر شده برای الکترود E 2209 ، براین الکترود نیز صادق می باشد .
اين صفحه با استفاده از مطالب وبلاگ manufacturing تهيه شده است.
کليه حقوق الکترودبازار متعلق به فروشگاه کليني مي باشد.

کليه حقوق الکترودبازار متعلق به فروشگاه کليني مي باشد.