تأثیر قطر الکترود و شدت جریان مصرفی بر عمق نفوذ جوش
تأثیر آمپر بر عمق نفوذ و گرده ی جوش :
شدت جریان مقدار نفوذ جوش را کنترل می کند و به جز موارد استثنایی ، جریان با نفوذ رابطه ی مستقیم دارد . تغییر جریان مقدار ولتاژ را نیز تحت تأثیر قرار می دهد . در طول قوس ثابت ، با افزایش جریان ، ولتاژ نیز افزایش می یابد . از جنبه های تکنولوژیکی ، جریان جوشکاری افزایش قابل توجهی بر روی عمق نفوذ جوش دارد ولی افزایش آن بیش از یک مقدار معین باعث می شود که سطح گرده ی جوش رضایت بخش نباشد . به ازای ضخامت معین از قطعات ، جریان حداکثری وجود دارد که بهترین نفوذ را با سطح گرده ی صاف و یکنواخت ارائه می دهد .
شدت جریان مقدار نفوذ جوش را کنترل می کند و به جز موارد استثنایی ، جریان با نفوذ رابطه ی مستقیم دارد . تغییر جریان مقدار ولتاژ را نیز تحت تأثیر قرار می دهد . در طول قوس ثابت ، با افزایش جریان ، ولتاژ نیز افزایش می یابد . از جنبه های تکنولوژیکی ، جریان جوشکاری افزایش قابل توجهی بر روی عمق نفوذ جوش دارد ولی افزایش آن بیش از یک مقدار معین باعث می شود که سطح گرده ی جوش رضایت بخش نباشد . به ازای ضخامت معین از قطعات ، جریان حداکثری وجود دارد که بهترین نفوذ را با سطح گرده ی صاف و یکنواخت ارائه می دهد .

بر اثر افزایش شدت جریان ، بازده ی انرژی برگشت افزایش یافته و سهم بیشتری از حرارت ورودی صرف ذوب فلز در منطقه تحت جوشکاری می گردد . همچنین به علت افزایش شدت جریان ، قطر ستون نیز افزایش می یابد به همین دلیل نفوذ جوش و بستر جوش به نسبت افزایش بازده و قطر ستون قوس بیشتر می گردد .
چنانچه شدت جریان بیش از اندازه کم باشد ، گرمای کافی برای ذوب کردن ورق ها تأمین نمی شود و نفوذ کافی نیست . چنانچه شدت جریان بیش از اندازه زیاد باشد گرمای زیادی به ورق ها داده می شود در نتیجه ممکن است نفوذ بالا بوده و باعث سوراخ شدن قطعه کار شود .
سه نوع عمق در جوشکاری مد نظر قرار می گیرد :
الف ) عمق ذوب : فاصله ی سطح کار یا سطح شکاف تا مرز جامد و مایع در حوضچه ی جوش و یا میزان وسعت پیشرفت ذوب در دیواره ها است .
ب ) عمق نفوذ اتصال : فاصله ی سطح ورق تا ته حوضچه یا مرز تحتانی است که ذوب انجام گرفته است .
ج ) عمق نفوذ ریشه ی اتصال : در جوش ای پخ سازی شده یا شکاف دار فاصله ی ریشه ی شکاف تا ته حوضچه ی جوش یا مرز تحتانی حوضچه ی جوش را عمق نفوذ ریشه ی اتصال گویند .
عمق نفوذ اتصال متأثر از چندین فاکتور است که مهمترین آن ها حرارت داده شده به موضع جوش است . به عنوان مثال ، افزایش شدت جریان الکتریکی باعث عمیق تر شدن عمق نفوذ اتصال می شود فاکتور های دیگری که قابل اندازه گیری باشند عبارتند از : سرعت پیشرفت جوشکاری ، قطبیت الکترود ، نوع پوشش الکترود یا پودر جوش ، نوع گاز محافظ ، طرح اتصال و زاویه ی الکترود با سطح کار .
تأثیر قطر الکترود بر عمق نفوذ :
در انتخاب صحیح اندازه ی الکترود ، مهارت و تجربه جوشکار ، ضخامت اجسامی که جوشکاری می شوند و اندازه ی آن ها نقش دارد . اگر قطر الکترود کوچک باشد ، سرعت رسوب یا سرعتی که فلز جوش به جوش اضافه می شودکمتر است . با الکترود های قطر کم ، جوش های قابل قبولی روی ورق های ضخیم می توان ایجاد کرد . ولی اغلب نیاز به زمان زیادی دارند .
اگر قطعات کوچک و نازک را با الکترود های قطر بزرگ جوشکاری کنیم ، قطعات بسیار داغ می شوند .
. برای تعیین اینکه جوش خیلی داغ است یا نه ، به شکل لبه هایی که به دنبال حوضچه ی مذاب جوش ایجاد شده اند نگاه کنید . و اندازه ی آن ها نقش دارد . اگر قطر الکترود کوچک باشد ، سرعت رسوب یا سرعتی که فلز جوش به جوش اضافه می شودکمتر است . با الکترود های قطر کم ، جوش های قابل قبولی روی ورق های ضخیم می توان ایجاد کرد . ولی اغلب نیاز به زمان زیادی دارند .
اگر قطعات کوچک و نازک را با الکترود های قطر بزرگ جوشکاری کنیم ، قطعات بسیار داغ می شوند .
چنانچه شدت جریان بیش از اندازه کم باشد ، گرمای کافی برای ذوب کردن ورق ها تأمین نمی شود و نفوذ کافی نیست . چنانچه شدت جریان بیش از اندازه زیاد باشد گرمای زیادی به ورق ها داده می شود در نتیجه ممکن است نفوذ بالا بوده و باعث سوراخ شدن قطعه کار شود .
سه نوع عمق در جوشکاری مد نظر قرار می گیرد :
الف ) عمق ذوب : فاصله ی سطح کار یا سطح شکاف تا مرز جامد و مایع در حوضچه ی جوش و یا میزان وسعت پیشرفت ذوب در دیواره ها است .
ب ) عمق نفوذ اتصال : فاصله ی سطح ورق تا ته حوضچه یا مرز تحتانی است که ذوب انجام گرفته است .
ج ) عمق نفوذ ریشه ی اتصال : در جوش ای پخ سازی شده یا شکاف دار فاصله ی ریشه ی شکاف تا ته حوضچه ی جوش یا مرز تحتانی حوضچه ی جوش را عمق نفوذ ریشه ی اتصال گویند .
عمق نفوذ اتصال متأثر از چندین فاکتور است که مهمترین آن ها حرارت داده شده به موضع جوش است . به عنوان مثال ، افزایش شدت جریان الکتریکی باعث عمیق تر شدن عمق نفوذ اتصال می شود فاکتور های دیگری که قابل اندازه گیری باشند عبارتند از : سرعت پیشرفت جوشکاری ، قطبیت الکترود ، نوع پوشش الکترود یا پودر جوش ، نوع گاز محافظ ، طرح اتصال و زاویه ی الکترود با سطح کار .
تأثیر قطر الکترود بر عمق نفوذ :
در انتخاب صحیح اندازه ی الکترود ، مهارت و تجربه جوشکار ، ضخامت اجسامی که جوشکاری می شوند و اندازه ی آن ها نقش دارد . اگر قطر الکترود کوچک باشد ، سرعت رسوب یا سرعتی که فلز جوش به جوش اضافه می شودکمتر است . با الکترود های قطر کم ، جوش های قابل قبولی روی ورق های ضخیم می توان ایجاد کرد . ولی اغلب نیاز به زمان زیادی دارند .
اگر قطعات کوچک و نازک را با الکترود های قطر بزرگ جوشکاری کنیم ، قطعات بسیار داغ می شوند .
. برای تعیین اینکه جوش خیلی داغ است یا نه ، به شکل لبه هایی که به دنبال حوضچه ی مذاب جوش ایجاد شده اند نگاه کنید . و اندازه ی آن ها نقش دارد . اگر قطر الکترود کوچک باشد ، سرعت رسوب یا سرعتی که فلز جوش به جوش اضافه می شودکمتر است . با الکترود های قطر کم ، جوش های قابل قبولی روی ورق های ضخیم می توان ایجاد کرد . ولی اغلب نیاز به زمان زیادی دارند .
اگر قطعات کوچک و نازک را با الکترود های قطر بزرگ جوشکاری کنیم ، قطعات بسیار داغ می شوند .
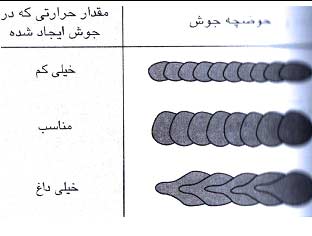
حوضچه مذاب
موج های گرد نشان می دهند که خنک شدن جوش یکنواخت بوده و حرارت بیش از اندازه نبوده است . موج های نوک تیز نشان می دهند که سرعت خنک شدن فلز جوش به دلیل حرارت زیاد ، خیلی پایین است . حرارت بیش از حد باعث سوختگی می شود که تعمیر آن مشکل است .
برای حل مشکلات داغ شدگی ، جوشکار می تواند شدت جریان را کم نماید ، از قوس کوتاهتر استفاده کند ، سرعت جوشکاری را بالا ببرد و یا از مبرد و یا الکترود کوچکتر با شدت جریان کمتر استفاده نماید .
عمق نفوذ اتصال متأثر از چندین فاکتور است که مهمترین آن ها حرارت داده شده به موضع جوش است . به عنوان مثال ، افزایش شدت جریان الکتریکی باعث عمیق تر شدن عمق نفوذ اتصال می شود فاکتور های دیگری که قابل اندازه گیری باشند عبارتند از : سرعت پیشرفت جوشکاری ، قطبیت الکترود ، نوع پوشش الکترود یا پودر جوش ، نوع گاز محافظ ، طرح اتصال و زاویه ی الکترود با سطح کار .
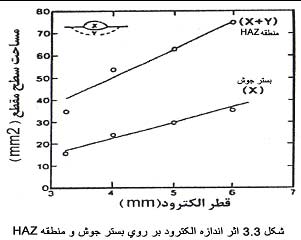
افزایش قطر سطح الکترود باعث افزایش رسوب گذاری سطح مقطع جوش می شود .
برای حل مشکلات داغ شدگی ، جوشکار می تواند شدت جریان را کم نماید ، از قوس کوتاهتر استفاده کند ، سرعت جوشکاری را بالا ببرد و یا از مبرد و یا الکترود کوچکتر با شدت جریان کمتر استفاده نماید .
عمق نفوذ اتصال متأثر از چندین فاکتور است که مهمترین آن ها حرارت داده شده به موضع جوش است . به عنوان مثال ، افزایش شدت جریان الکتریکی باعث عمیق تر شدن عمق نفوذ اتصال می شود فاکتور های دیگری که قابل اندازه گیری باشند عبارتند از : سرعت پیشرفت جوشکاری ، قطبیت الکترود ، نوع پوشش الکترود یا پودر جوش ، نوع گاز محافظ ، طرح اتصال و زاویه ی الکترود با سطح کار .
افزایش قطر سطح الکترود باعث افزایش رسوب گذاری سطح مقطع جوش می شود .
اثر قطر الکترود
هر الکترود باید در رنج جریان ( آمپر ) خاصی به کار برده شود .

Electrode-Ameprage-chart
جوشکاری با جریان خیلی پایین باعث ذوب و پایداری ضعیف قوس خواهد شد . جوش دارای نا خالصی های سرباره و گاز خواهد شد ؛ زیرا فلز جوش به مدت کافی روان نبوده تا پوشش الکترود وارد واکنش شود . همچنین فلز جوش نفوذ کمی در فلز پایه داده و یا اصلا نفوذ ندارد . با جریان خیلی پایین ، طول قوس خیلی کوتاه خواهد بود . قوس خیلی کوتاه باعث چسبیدن و کوتاه شدن الکترود می شود .جریان جوشکاری محدود به ظرفیت حمل جریان مغزه ی الکترود است .
با افزایش جریان ، دمای سیم به دلیل مقاومت الکتریکی افزایش می یابد .
پیش گرم شدن شدن الکترود باعث می شود که بعضی از عناصر شیمیایی پوشش خیلی زودتر بسوزند . از دست رفتن توازن بین عناصر پوشش ، باعث ضعف پایداری قوس می شود . این شرایط باعث پاشش مک و ناخالصی های افزایش پاشش به دلیل بلند تر شدن قوس نیز رخ می دهد . خط جوش که با شدت جریان بالا ایجاد شده پهن ، صاف با نفوذ زیاد می باشد . پاشش ها زیاد و اغلب دارای سختی زیادی هستند . شدت جریان بسیار زیاد باعث تغییر رنگ ، ترک ، قرمز شدن و سوختن الکترود می شود .
افزایش قطر الکترود باعث کاهش مقاومت الکتریکی در برابر عبور جریان می شود که طبق رابطه ی V=IR در ولتاژ ثابت ، کاهش مقاومت الکتریکی باعث افزایش جریان الکتریکی می شود که این موضوع باعث افزایش عمق نفوذ می گردد .
با افزایش جریان ، دمای سیم به دلیل مقاومت الکتریکی افزایش می یابد .
پیش گرم شدن شدن الکترود باعث می شود که بعضی از عناصر شیمیایی پوشش خیلی زودتر بسوزند . از دست رفتن توازن بین عناصر پوشش ، باعث ضعف پایداری قوس می شود . این شرایط باعث پاشش مک و ناخالصی های افزایش پاشش به دلیل بلند تر شدن قوس نیز رخ می دهد . خط جوش که با شدت جریان بالا ایجاد شده پهن ، صاف با نفوذ زیاد می باشد . پاشش ها زیاد و اغلب دارای سختی زیادی هستند . شدت جریان بسیار زیاد باعث تغییر رنگ ، ترک ، قرمز شدن و سوختن الکترود می شود .
افزایش قطر الکترود باعث کاهش مقاومت الکتریکی در برابر عبور جریان می شود که طبق رابطه ی V=IR در ولتاژ ثابت ، کاهش مقاومت الکتریکی باعث افزایش جریان الکتریکی می شود که این موضوع باعث افزایش عمق نفوذ می گردد .
منبع : سايت مهندسان جوان
کليه حقوق الکترودبازار متعلق به فروشگاه کليني مي باشد.

کليه حقوق الکترودبازار متعلق به فروشگاه کليني مي باشد.